What is a Din Globe Valve and Its Applications?
Din Globe Valves are critical components in various industrial applications. Renowned expert John Prescott, a leading authority in valve manufacturing, once stated, “Din Globe Valves ensure precise flow control in complex systems.” This emphasizes the importance of these valves in managing fluid dynamics.
These valves are designed to regulate flow, directing liquids or gases with efficiency and precision. Their robust construction allows them to withstand high pressure and extreme temperatures. Applications range from water treatment plants to chemical processing facilities, showcasing their versatility.
While Din Globe Valves offer many advantages, they can also present challenges. For instance, improper sizing may lead to inefficiencies. Additionally, installation requires expertise to avoid leaks. Understanding these factors is essential for maximizing their effectiveness.
What is a DIN Globe Valve?
A DIN globe valve is a type of valve used for regulating fluid flow. The "DIN" refers to the German Institute for Standardization, which sets standards for dimensions and designs. These valves feature a spherical body, allowing for precise control of flow. They are recognized for their reliability and performance in various industries.
Applications of DIN globe valves include water supply systems, HVAC, and industrial processes. They can handle high pressure and temperature, making them versatile. Their design minimizes turbulence, enhancing flow stability. This feature is crucial in systems requiring consistent flow rates, such as in power plants.
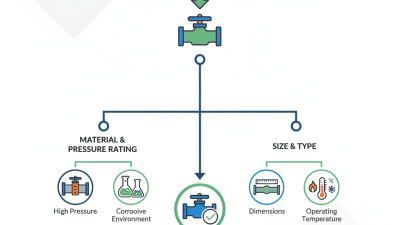
Tips: Always consider the material of the valve. The wrong material can lead to corrosion or failure. Regular maintenance is essential to ensure longevity. Inspect seals and seats frequently. This can prevent leaks and downtime.
The DIN globe valve offers flexibility but requires proper installation. Misalignment during setup can lead to flow issues. It's vital to follow guidelines closely. Improper use can negate the advantages of this valve type. Understanding your specific needs will help in making the right choice.
Key Features of DIN Globe Valves
DIN globe valves are critical components used in a variety of industries. They control the flow of liquids and gases effectively. Their design features a spherical body, allowing for precise flow regulation. These valves are prevalent in sectors like oil and gas, water treatment, and chemical processing. A notable report from the Global Valve Market indicates that globe valves are expected to account for over 30% of the market share by 2025 due to their reliability and efficiency.
Key features of DIN globe valves include their robust construction. They can handle high pressure and temperature ranges, making them suitable for demanding applications. The ability to provide throttling is another advantage. Many industries appreciate this feature for its ability to maintain controlled flow rates. In addition, the sealing mechanisms used in these valves ensure minimal leakage. According to industry standards, DIN globe valves should meet specific performance criteria to ensure safety and reliability.
Tips: Regular maintenance is essential for optimal performance. Check for signs of wear regularly. Frequent inspections help prevent leaks and failures. Make sure to familiarize yourself with the operating conditions of your specific application. Understanding those needs is crucial for selecting the right valve type. Consider consulting with a professional for optimal solutions.
Applications of DIN Globe Valves in Industry
DIN globe valves are essential components in many industrial applications. Their design allows for efficient flow regulation, making them invaluable in various sectors. These valves sit in pipelines and control the flow of liquids and gases. Commonly found in water treatment plants, chemical processing, and power generation, they ensure systems operate smoothly.
In power plants, for example, DIN globe valves help control steam flow, maintaining optimal temperatures. They also prevent backflow, protecting sensitive equipment. In chemical industries, these valves can handle corrosive materials, which is crucial for safety. Their reliability in regulating pressure is vital to prevent hazardous situations.
**Tip:** Regular maintenance of DIN globe valves can enhance their longevity. Inspect for wear and tear regularly.
Another application is in HVAC systems, where they regulate heating and cooling fluids. Proper sizing is critical; an oversized valve can lead to inefficiencies.
**Tip:** When selecting a valve, consider the specific application. Flow rate and pressure requirements should always be evaluated.
DIN globe valves are adaptable but do require careful monitoring. A small oversight in maintenance can result in larger system failures over time. Keeping track of their performance ensures uninterrupted operation, demonstrating their importance in various industries.
What is a Din Globe Valve and Its Applications?
| Application Area |
Industry |
Medium Handled |
Temperature Range (°C) |
Pressure Rating (bar) |
| Water Supply |
Municipal |
Fresh Water |
0 - 80 |
10 |
| Chemical Processing |
Chemical |
Acids and Bases |
-20 - 150 |
16 |
| Heating Systems |
Heating |
Hot Water |
0 - 120 |
10 |
| Oil Refining |
Oil & Gas |
Crude Oil |
-30 - 200 |
40 |
| Food Processing |
Food & Beverage |
Food Liquids |
0 - 90 |
14 |
Advantages and Disadvantages of DIN Globe Valves
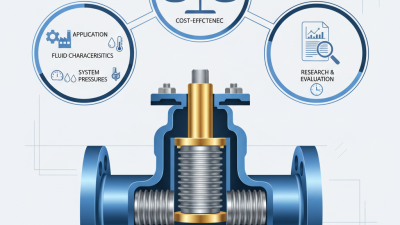
DIN globe valves are widely used in various industrial applications due to their specific design and functionality. One primary advantage is their ability to provide excellent flow control. They can effectively regulate media flow in pipelines, making them suitable for critical processes. The compact design allows for easy installation in tight spaces. Additionally, their robust construction ensures long-lasting performance under high pressure and temperature conditions.
However, there are some disadvantages to consider. The flow resistance in a DIN globe valve can be higher than in other valve types. This can lead to energy losses in the system. Maintenance can also be challenging, as disassembly may be required for thorough cleaning or repairs. Users should be aware of these factors when selecting a valve for their system to avoid potential issues in the future.
The choice of a DIN globe valve should depend on the specific application and system requirements. While they offer reliable performance, the operational drawbacks cannot be ignored. Evaluating both their strengths and weaknesses helps ensure optimal system functionality and longevity.
Maintenance and Installation Practices for DIN Globe Valves
DIN globe valves are crucial for various industrial applications. Proper installation and maintenance are vital for their longevity and efficiency. According to a report by the International Valve Manufacturers Association, improper maintenance can lead to a failure rate as high as 30%. This statistic highlights the need for regular inspections and adherence to maintenance protocols.
During installation, ensuring correct alignment is critical. Misalignment can cause stress and eventual failure. Rubber gaskets should be checked for proper sealing. This minimizes the risk of leaks, which can result in costly downtimes. Regular lubrication helps maintain the valve's functionality. Intellectual Property for Valves indicates that proper lubrication can extend service life by 20%.
Training personnel in best practices is essential. Many operators overlook basic maintenance steps. Routine checks might seem tedious, but they prevent significant issues later. Establishing a schedule for valve inspections can be beneficial. Review findings regularly to adapt techniques or address recurring problems. Retrofitting old valves may also enhance system performance. With attention to detail, the reliability of DIN globe valves can significantly improve, reducing failures and enhancing safety.


 Zalo
Zalo